By Admin · Mar 12, 2026
In pharmaceutical manufacturing, dosage accuracy is one of the most critical elements of product quality. Every tablet or capsule must contain the exact amount of active pharmaceutical ingredient required to deliver safe and effective treatment. Even a small variation can affect therapeutic results, patient safety, and regulatory compliance.
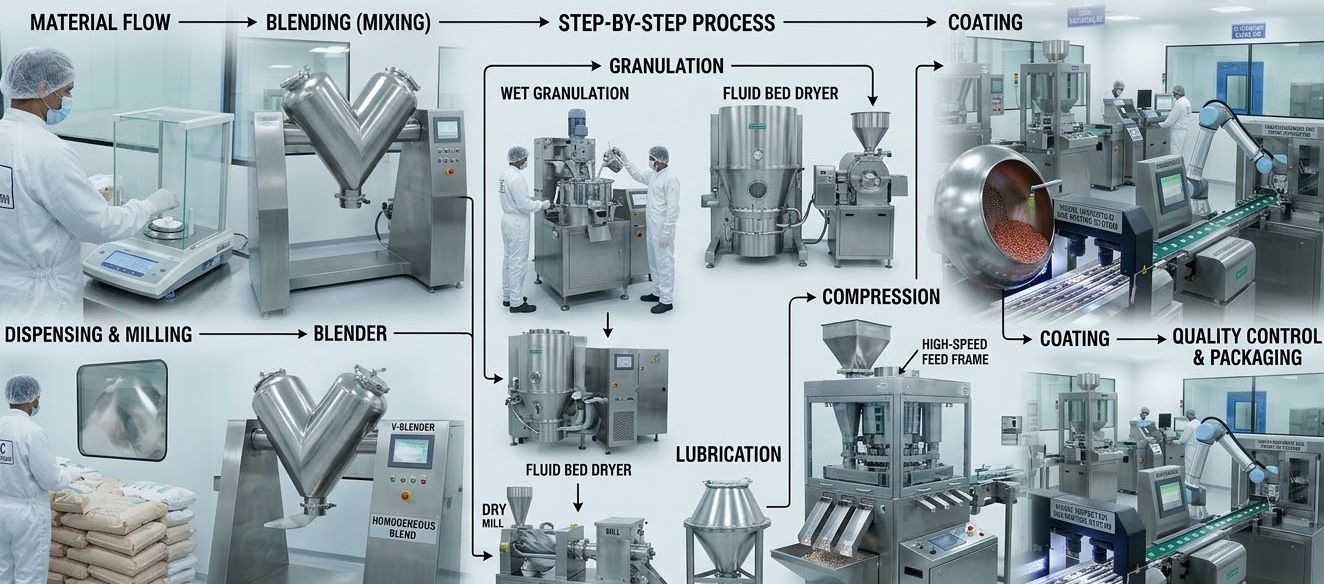
Modern tablet and capsule manufacturing companies follow structured scientific methods, advanced machinery, and strict quality systems to ensure consistent dosage in every batch. Let us understand how this precision is achieved from raw material selection to final packaging.
Accurate dosage ensures that patients receive the intended medical benefit. Too little active ingredient may reduce effectiveness, while too much can increase the risk of adverse effects. This is why global regulatory authorities enforce strict limits for content uniformity and weight variation.
Dosage consistency also strengthens trust between pharmaceutical manufacturers, healthcare professionals, and distributors. Reliable production processes build long term credibility in the healthcare ecosystem.
Dosage control begins with the selection and testing of raw materials. The Active Pharmaceutical Ingredient must undergo identity testing, purity checks, and potency verification before it is approved for production.
Advanced laboratory instruments are used to analyze chemical composition and strength. Only materials that meet predefined specifications move to the next stage. Precise digital weighing systems ensure that the correct quantity of each ingredient is measured according to the approved formulation.
Companies that prioritize quality, such as Servochem Pharma, emphasize strict raw material inspection protocols to build a strong foundation for dosage accuracy.
Before full scale production starts, formulation experts design and validate the product composition. The goal is to ensure uniform distribution of the active ingredient throughout the mixture.
Factors such as particle size, density, and compatibility with excipients are carefully studied. Proper blending techniques help maintain even concentration across the batch. A well developed formulation reduces the risk of dosage variation in the final product.
Strong research and development capabilities allow manufacturers to fine tune formulations and maintain stability across different production cycles.
Accurate dispensing systems minimize manual errors. Ingredients are weighed based on master manufacturing records that clearly define the required quantity.
Each measurement is verified by trained quality personnel. This double verification process ensures that even minor discrepancies are identified and corrected before production continues.
Detailed documentation creates full traceability and maintains compliance with regulatory standards.
Blending plays a crucial role in achieving dosage uniformity. High efficiency mixers ensure that powders are evenly distributed.
Samples are collected from different sections of the mixture and tested in the quality control laboratory. If the distribution is not uniform, corrective measures are taken immediately.
This stage ensures that every portion of the blend contains the same amount of active ingredient before it moves to compression or filling.
Granulation improves powder flow and compressibility. It also supports consistent distribution of active compounds.
Parameters such as moisture level, mixing time, and temperature are carefully controlled. Uniform granule size helps maintain equal weight during tablet compression and capsule filling.
Validated granulation processes significantly reduce the chances of dosage variation.
Modern tablet compression machines are equipped with automatic weight control mechanisms. These systems monitor each tablet in real time and adjust machine settings if any deviation is detected.
In process checks are performed at regular intervals to test weight, thickness, hardness, and disintegration time. These checks confirm that every tablet meets pharmacopeial standards.
Manufacturing units that invest in automated monitoring systems demonstrate a strong commitment to precision and consistency.
Capsule filling requires similar precision. Automated machines measure powder and fill each capsule shell according to pre set parameters.
Sensors continuously monitor fill weight and detect irregularities. Random sampling ensures content uniformity throughout the batch.
Proper flow properties of the powder are also verified before production begins, as they directly influence filling accuracy.
Quality control laboratories conduct various tests during and after production. These include content uniformity testing, weight variation testing, dissolution studies, and stability analysis.
Each batch must meet defined acceptance criteria before release. If results fall outside the permitted range, the batch is investigated thoroughly.
Organizations with robust quality systems integrate testing at every stage rather than relying solely on final inspection.
Process validation ensures that manufacturing procedures consistently produce products within specified limits. Multiple validation batches are tested to confirm reliability.
Detailed documentation records every step of the process. This creates transparency and accountability, which are essential for regulatory approval and long term quality assurance.
Manufacturers that operate under Good Manufacturing Practices maintain strict control over documentation and validation protocols.
All production and testing equipment must be calibrated regularly to maintain accuracy. Weighing scales, analytical instruments, and compression machines are checked against certified standards.
Preventive maintenance reduces mechanical errors that could affect dosage consistency. This systematic approach ensures that machinery performs reliably over time.
Stability studies confirm that the product maintains its potency throughout its shelf life. Environmental factors such as temperature and humidity can impact active ingredients.
Manufacturers conduct stability testing under controlled conditions and monitor any changes in strength. This ensures that the dosage remains accurate until the product reaches the end user.
Ensuring dosage accuracy is not dependent on a single process. It is the result of an integrated system that includes scientific formulation, advanced equipment, skilled professionals, and strict quality control.
Pharmaceutical manufacturers that combine technical expertise with modern infrastructure are better positioned to maintain consistent standards. Companies like Servochem Pharma continue to strengthen their production systems by focusing on precision, compliance, and continuous improvement.
Dosage accuracy in tablet and capsule manufacturing is achieved through meticulous planning, advanced technology, and disciplined quality management. From raw material testing to final product release, every stage is carefully monitored to ensure safety and effectiveness.
In a highly regulated industry, maintaining precision is both a responsibility and a commitment. Manufacturers that prioritize structured processes and validated systems contribute significantly to reliable healthcare delivery.
As pharmaceutical standards continue to evolve, companies that invest in quality driven manufacturing practices remain trusted partners in providing safe and consistent medicines to the global market.